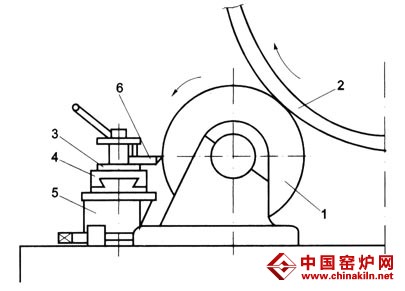
如图1所示,用厚钢板自制走刀架支座,支座上安装导轨,导轨上安装刀架,刀架采用车床刀架。使刀架 走、退刀范围前后50~60mm,左右有400mm(也可根据托轮凸面的宽度自定)。
2)利用托轮底座上的螺丝,将刀架支座固定在托轮底座上,将窑体转速调整在每转80~110s之间,使走刀架前后、左右走刀自如,通过固定在支座上的车刀架及其导轨,将托轮凸面车平修复。
在进行车削时,开始进刀量可大些,车削深度1~2mm之间,到最后还有1mm左右的车削深度时,进刀量可小些,车削深度0.5mm左右进行车削,这样,就可以保证修复后的托轮表面的粗糙度基本达到原来的要求。