
摘要:传统PID控制对于突然温度变化控制不够及时,因此加热效果不好,采用模糊控制能够很好解决各种工况干扰引起的温度波动问题,可以实现波动实时调节。文章对于轧钢加热控制有着很大参考和借鉴意义。
关键字:加热区PID模糊控制
Abstract:DuetotraditionalPIDcontrol’slackofpromptnesscontrolonsuddentemperatureshift,heating-upeffectisnotgood.Byadoptingfuzzycontrol,temperaturefluctuationproblemcausedbyvariouskindsofstateofartscanbeeasilysolved,andtruetimecontrolonfluctuationcanbeachieved.Thisarticlehasgreatmeaningofreferenceonsteelrollingheating-upcontrol.
Keyword:HeatingZone,PID,FuzzyControl
1.简介
目前莱钢1500中宽带加热炉存在的主要问题是加热温度不均,加热能力不足。现在两座加热炉实际加热能力300~450t/h,低于设计能力480~520t/h(冷坯~热坯)。板坯炉间温差25-35℃,同板温差20-45℃。而国内同类生产线加热质量指标是,板坯炉间温差≤15℃,同板温差≤15℃。通过深入调研发现引进的斯坦因加热炉控制系统设计思想与莱钢现有的工况条件不能完全吻合,加之现场轧钢节奏的频繁改变,不能满足现有工况条件的变化,并且在实际生产过程中缺少必要的统计分析数据和现场检测手段。产量计划、加热钢种、尺寸、坯料入炉温度、待(停)轧时间、开轧温度变化时,均需一段时间使得加热炉温度缓慢提升,以避免对整个煤气系统的强烈冲击,但由于现场节奏的提升,操作人员不能等到温度的缓慢上升,更不能及时准确的调整加热策略,同时受人为因素(经验、责任心、白、夜班)的影响,以及四班、个人操作不统一,空烧时间长,最终会造成炉温、钢温波动,加热质量差,单位燃耗高,钢坯氧化烧损多,产品质量稳定性差。所以斯坦因程序不能适应宽带加热炉的实际生产情况。因此,在加热炉控制系统中引入模糊控制理论,简化原程序,使之适应宽带实际生产需求。
2.加热炉采用的控制实现
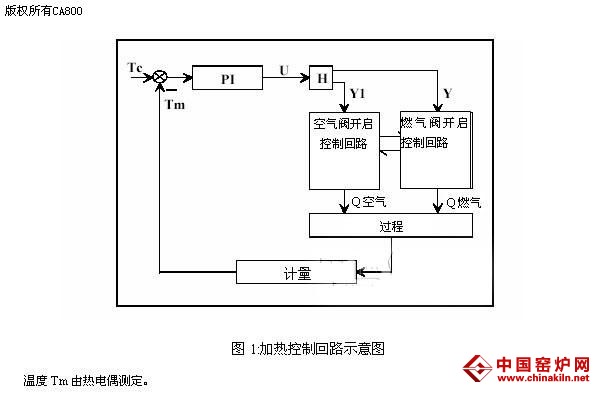
炉体由下述各加热区构成;预热区;加热区;保温段。各区由燃烧燃气与空气加热。可燃气流按数个控制回路中的设定值进行调节。图1为加热控制示意图:
3.传统PID控制
传统调控装置的输出信号形式如下:

其中:
Kp-比例增益
Ti-积分时间
Kp与Ti为内PI参数,由操作员调节一次。输出信号u(t)按下式转换成加热需求:
![]()
其中:a,b=常数。
此值不会超过所定限值。?y?值用于确定燃气阀开启控制回路的设定值。?y1?值(空气流量控制回路)系用?y?值计算得到的,其用途是为保持规定时间间隔内的空气/燃气比率。此两种回路是用交叉控制方式装配的,其目的是为检查此一比率。直接控制工艺流程的信号是从这两个控制回路发出的,其名称为:Q燃气(燃气流率)与Q空气(空气流率)。
本系统在状态稳定时运行良好。但是,下述因素都可干扰工艺过程:
(1)生产延时(有计划或无计划),因不但在生产起始时会触发瞬态而且在延时起始时亦将触发瞬态燃气流的急剧开关。
(2)生产变更-这意味着不同类型的产品依次进入炉子,也就是形成不同的加热需求。
(3)炉内产品重量变更调步。
4.改进的模糊控制
将模糊控制引入加热炉智能控制系统。原调节控制回路不能超越工艺过程复杂性与不确定性的限制,比例积分调控装置(PI)不能正确控制工艺过程的发展。生产变更中的干扰,调步变化、产品(类型、尺寸、数量)、使用不同的生产方式(短延时、长延时、低火焰)等因素都造成转换,而这在原调控中是没有进行周密考虑的。通过工艺过程的传递函数和操作人员的现场经验,获取成套工艺过程比例积分微分调控装置(PID)系数。用标准调整算式计算调控装置的系数,使工艺过程数学模型的参数与调控装置的参数相结合,与操作工的经验参数相结合,实现PI参数的可调节控制,找到可以兼顾调节回路控制的快速与精确的平衡点,满足宽带钢不同的生产节奏的要求。
使用模糊管理程序,调控装置按实际运行确定的传统PI(比例积分)参数。从系统观察、经验与过程认识中析取数据,形成模糊逻辑管理程序特殊数据库,模糊逻辑块确定并适应比例积分调控装置按输入值确定的必要变更。
系统示意图如图2:
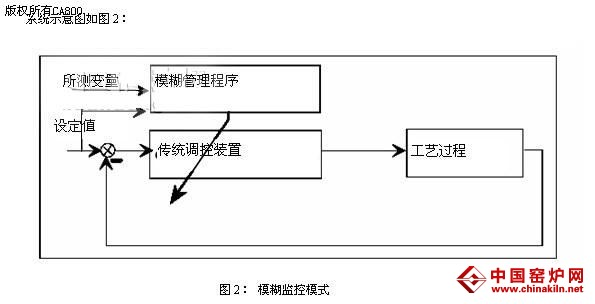
模糊调控为监控级调控,调控时将联机计算比例积分微分调控装置的参数,该调控装置是用于测定标准控制回路温度的。所考虑的变量为设定值;所测温度;所测定的、在规定时间步内的温度变量;瞬时区域负荷;实际定步值。
模糊控制级仅用简单的开/关指令就可以连通或断开。如果断开模糊控制级,比例积分微分参数就为按传统方式调定的缺省值。
为确保正常运行,模糊逻辑控制器需要数据为用模糊子集描述的输入变量;误差;所测温度的动力学数据;该区段产品的重量;实际定步速度;模糊子集描述的输出;比例增益:Kp;积分时间:Ki;类型规则。
模糊程序块原理模式图如图3:
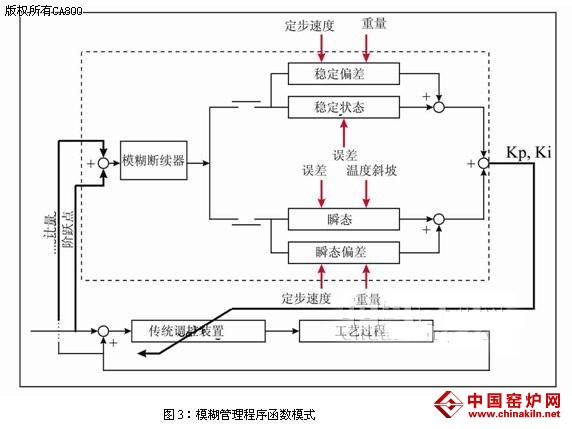
模糊控制器有两种模式:“稳态模式”与“瞬态模式”。当测定值与设定值差距不大时,我们就认为系统处于稳定状态(模糊推理)。在稳定状态时,Kp与Ki的调整是通过温度误差完成的。当误差过大时,我们就认为系统就进入瞬态。在此种场合,有必要动态地控制所测定的温度,以便与炉子的响应一致。工作模式的转变由模糊断续器完成,这将确保从一种模式向另一种模式的平衡转变。通过这些模式,我们可得到Kp与Ki的初始值。在第2个模式组中,将对这些数值进行调整,同时还将计算实际工作条件函数中的Kp与Ki偏差(重量与定步速度)。最后,将用加总稳态与瞬态模式组的中间结果。
5.结论
采用模糊控制使系统控制更加可靠稳定,温度误差得到明显减少,取得了极佳控制效果,为后续轧制工序提供了保证,减少了堆钢,大大提高了提高了经济效益。
参考文献:
〔1〕彭剑.非对称交叉轧制研究〔D〕.北京:清华大学,1990.
〔2〕卢秉林.轧辊非对称交叉控制板形的技术〔J〕.轧钢,1994专辑:356~365.
〔3〕卢秉林.轧辊非对称交叉轧制交叉角控制模型〔J〕.钢铁,1996,31(2):30~33.






